Ich kamm jetzt zwischenzeitlich noch einmal zur Betrachtung des Problems. Erst einmal die Formel haut wunderbar hin, ich werd mich wenn ich demnächst dazu komm versuchen eine Formel für den unteren Bereich aufzustellen.
Beim näheren Nachdenken über die Problematik kamm mir die Einsicht, das es sich doch um eine weitere Abhängigkeit handelt. Dies ist eigentlich nur ein kleines Detail im großen Ganzen der Arbeit, an welcher ich beschäftigt bin aber ein nicht unwesentliches. Somit habe ich einige Zeit an dieser Maschine verbracht und verschiedenste Zeiten etc. aufgenommen. Ich bin mittlerweile der Ansicht, dass es sich dabei um eine unterschiedliche CNC-Programmierung im genauen Ablauf der Bearbeitung handelt.
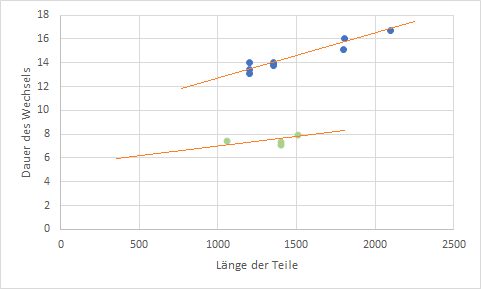
Ich geh davon aus das die Kante bei den Messpunkten/Teilen vom Programm her zuvor von der Rolle gekappt wird und "hinterhergeschliefen" wird. Beim oberen wird ein Teilstück ausgezogen und nach dem Nachschieben der Restlänge erst zu einem späteren Zeitpunkt gekappt.
Also müsste man jetzt wissen wie das Programm für das einzelne Teil geschrieben ist , um entscheiden zu können mit welcher Formel gerechnet werden muss. Das macht es in der Praxis noch viel schlimmer (bei ich weiß nich wie viel Hundert verschiedenen Teilen), aber es erklärt die teils sehr großen Ungenauigkeiten in den zuvorigen Berechnungen.
Vielen Dank das hilft mir sehr weiter